






- Главная /
- Оборудование компании «Плазмацентр» /
- Оборудование для напыления /
- Установка для высокоскоростного напыления HVOF-Termika-3
Установка для высокоскоростного напыления HVOF-TERMIKA-3
Технологии напыления - оборудование, расходные материалы, применение
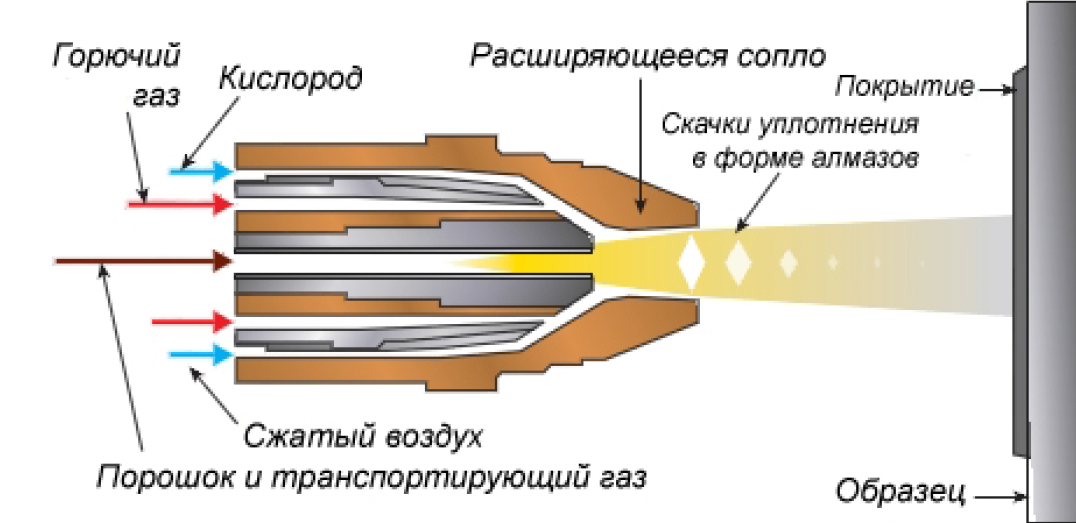
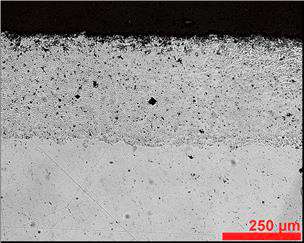
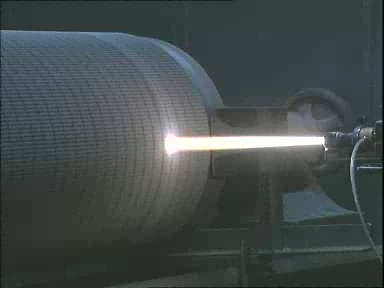
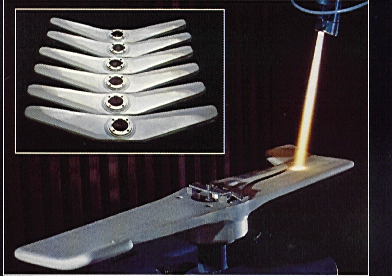
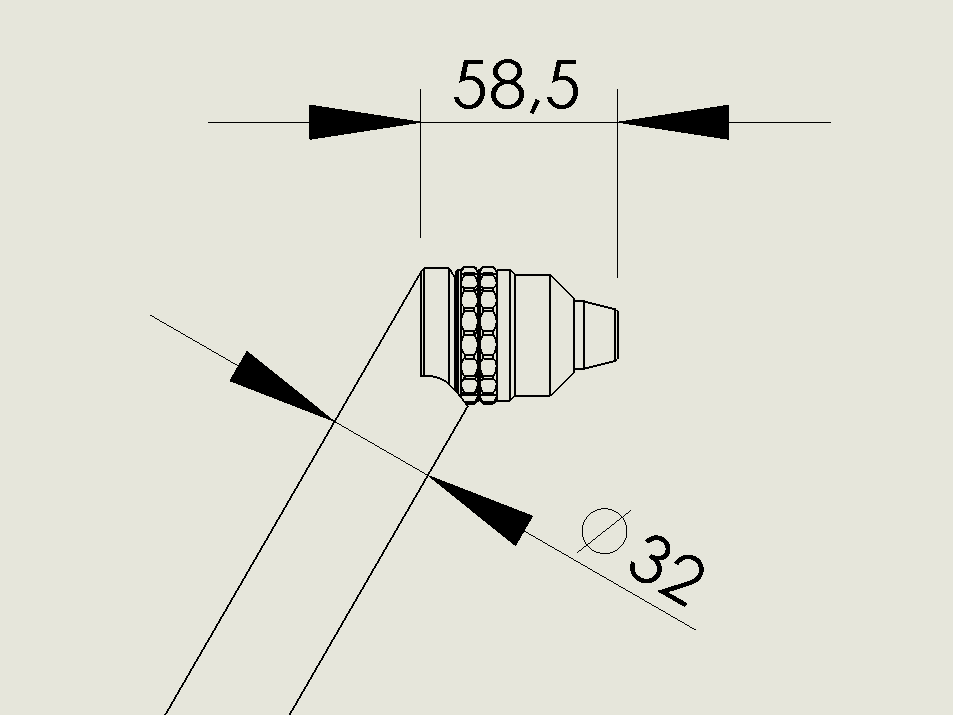
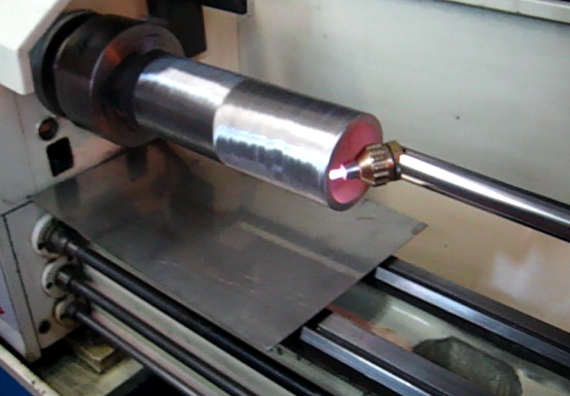
О технологии Применение ПорошкиУстановка предназначена для сверхзвукового (высокоскоростного) газопламенного порошкового напыления (метод HVOF) c использованием горелки с аксиальной подачей порошка в камеру сгорания газов и последующим прохождением газопорошковой смеси через расширяющееся сопло Лаваля (рис. 1). Образуемый в горелке газопламенный поток имеет специфический концентрированный вид со скачками уплотнений в виде ромбов, связанный с торможением сверхзвуковых потоков, интенсивность которых падает по мере удаления от среза (рис. 2). В основном, данное оборудование применяется для нанесения агломерированных спеченных металлокерамических порошков WC-Co, Cr3C2-NiCr, WC-Co-Cr.
В мире существует не более десятка компаний, изготавливающих промышленные горелки для HVOF. Все они используют единый принцип создания сверхзвуковых течений газового пламени и имеют только конструктивные особенности, в основном, связанные с получением разной скорости и температуры газопорошковой смеси, условиями охлаждения, отличающиеся производительностью напыления. Наиболее важными параметрами горелок считаются: вид, давление и расход горючего газа, давление и расход кислорода.


Важно констатировать, что такие свойства, как адгезионная прочность и пористость покрытий, наносимых горелками разных производителей, отличаются крайне не значительно. Объективных сравнительных оценок этих характеристик не существует, так как в каждом конкретном случае избирательно применяются напыляемые материалы, основа покрытий, режимы нанесения и методики исследований.
Значения плотности и адгезионной прочности покрытий (наносимых, например, тремя газотермическими технологиями при напылении близких порошковых материалов) самые высокие при высокоскоростном напылении, затем при плазменном напылении и замыкает процесс газопламенного напыления. Например, прочность сцепления порошковых покрытий при высокоскоростном напылении может достигать 60-80 МПа, в отличие от традиционных газопламенных процессов, где адгезионная прочность составляет 20-40 МПа. Но при этом нельзя забывать, что при высокоскоростном напылении всегда используется кислородосодержащее пламя, которое являясь окислительной средой, взаимодействует с образованием тонкой оксидной пленки как на напыляемом порошке, так и на подложке.
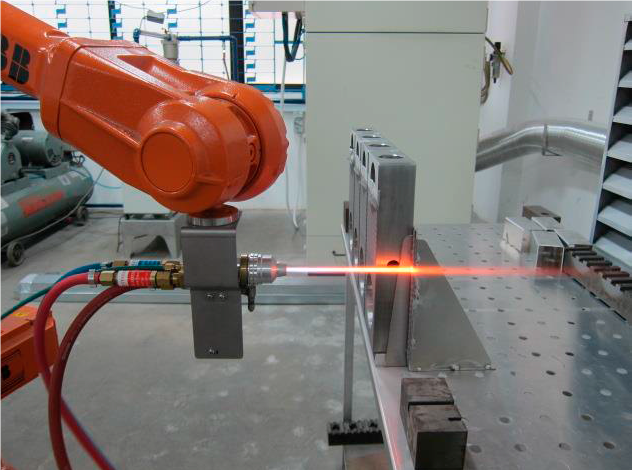
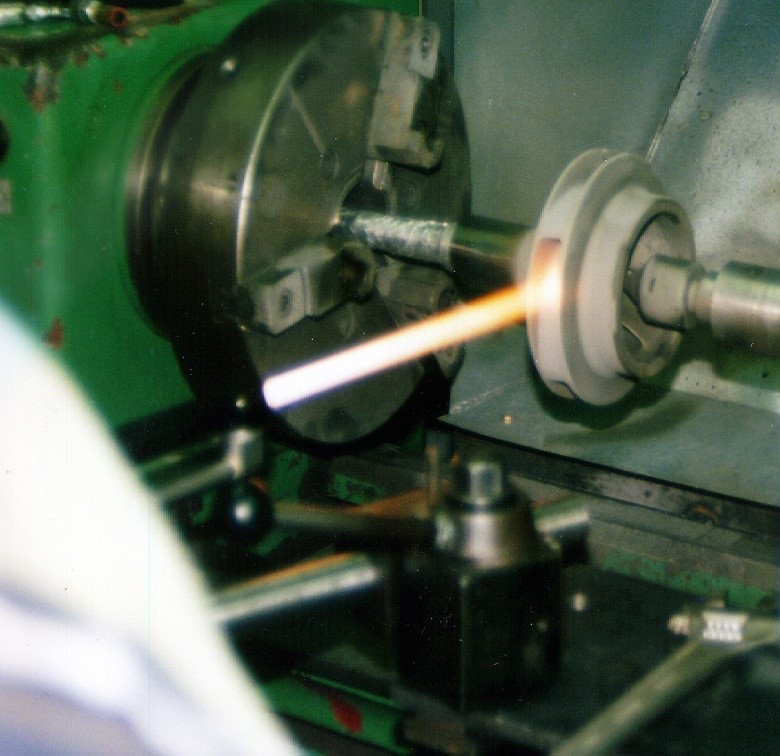
В горелке HVOF-TERMIKA-3 в качестве рабочих газов применяется кислород и пропан (пропилен, МАПП). Порошок подается под избыточным давлением транспортирующего газа - воздуха из отдельного устройства - порошкового дозатора. Охлаждение стенок горелки осуществляется осушенным сжатым воздухом. Скорость струи с порошком на выходе из горелки достигает сверхзвуковых значений. Для напыления на внутренние поверхности применяются удлинители горелки длиной 600 мм, 1000 мм и 1500 мм. Минимальный диаметр отверстия для внутреннего напыления составляет 75 мм. Нанесение покрытий может осуществляться как в ручном, так и в автоматическом режимах (при установке горелки на токарном станке, манипуляторе, роботе). Горелка имеет эргономичную ручку с пазами для пальцев руки.
Технические характеристики
| Характеристика | Горелка для наружного напыления | Горелка с удлинителем |
|---|---|---|
| Скорость частиц в газопорошковой струе, м/сек | 500-700 | 450-600 |
| Максимальная температура частиц в газопорошковой струе, °C | 1500 | |
| Температура газопламенной струи, °C | 2500-3000 | |
| Давление газов, МПа кислород пропан (пропилен, МАПП) |
0,8-1,0 0,6-0,8 |
0,8-1,0 0,45-0,5 |
| Расход газов, л/мин кислород пропан (пропилен, МАПП) |
30-40 15-20 |
|
| Расстояние от среза горелки до детали, мм | 60-120 | 60-80 |
| Производительность (порошок WC-Co), кг/ч | 1,8 | 1,5 |
| Охлаждающий газ Расход, л/мин Давление, МПа |
воздух 500-700 0,6 |
|
| Фракция порошка, мкм | -40+15 | -36+15 |
| Длина газовых рукавов от пульта управления газами до горелки, м | 1,5 | |
| Длина газовых рукавов от баллонов до пульта управления газами, м | 5,0-5,5 | |
| Внутренний диаметр рукавов от баллонов до пульта управления газами, не менее, мм: воздух кислород пропан (пропилен, МАПП) |
8 6 8 |
|
| Уровень шума, не более, дБ | 120 | |
| Масса комплекта, не более, кг | 20 | |
Основные свойства наносимых покрытий
- толщина, не более 1 мм;
- пористость, не более 2%;
- адгезионная прочность, не менее 60-80 МПа;
- параметр шероховатости Ra, не более 5 мкм.
Расходные материалы
- порошковый материал;
- кислород в баллонах;
- пропан (пропилен, МАПП) в баллонах;
- сжатый воздух от компрессора или магистрали.
Дополнительное оборудование для реализации процесса
- компрессор с производительностью не менее 500 л/мин;
- влагомаслоотделитель вихревого типа;
- осушитель воздуха рефрижераторного типа.
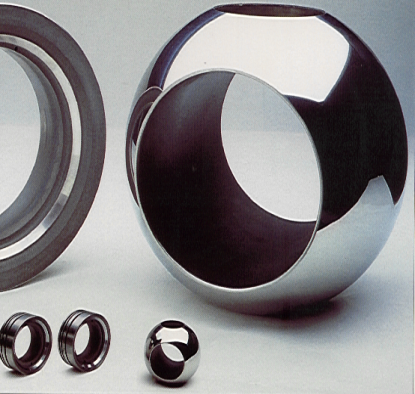
Применение










Основная комплектация
- горелка для наружного напыления;
- устройство управления газами;
- порошковый дозатор;
- штатив для крепления элементов установки;
- соединительные газовые рукава для горелки наружного напыления и порошкового дозатора;
- устройство поджига;
- ёмкость для порошка;
- защитные наушники;
- запасные части.
Дополнительная комплектация
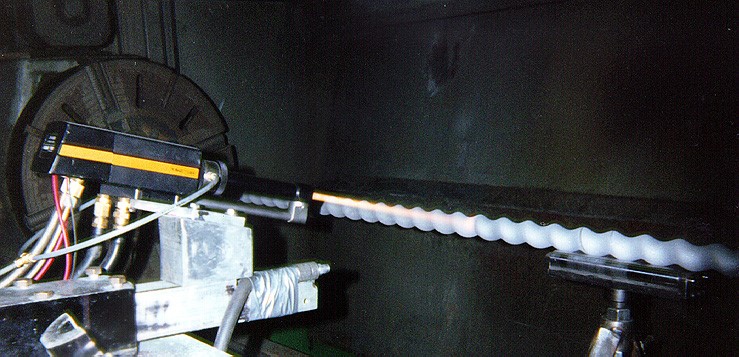
- горелки для внутреннего напыления (600, 1000 и 1500 мм) (рис. 11).
- соединительные газовые рукава для горелки внутреннего напыления.




Установка HVOF-TERMIKA-3 отличается от аналогов удобством, простотой обслуживания, компактностью и надежностью и обеспечивают напыление тех же покрытий, что и системы, которые стоят в десятки раз дороже. Установка может использоваться как на крупных, так и небольших предприятиях, связанных с упрочнением или восстановлением деталей.
- услуги по восстановлению деталей, нанесению покрытий, напылению в вакууме, микроплазменному напылению, электроискровому легированию, плазменной обработке, аттестации покрытий, напылению нитрида титана, ремонту валов, покрытию от коррозии, нанесению защитного покрытия, упрочнению деталей;
- поставка оборудования для процессов финишного плазменного упрочнения, сварки, пайки, наплавки, напыления (например, газотермического, газопламенного, микроплазменного, высокоскоростного и детонационного напыления), электроискрового легирования, приборов контроля, порошковых дозаторов, плазмотронов и другого оборудования;
- поставка расходных материалов, таких как сварочная проволока, электроды, прутки для сварки, порошки для напыления, порошки для наплавки, порошки для аддитивных технологий, проволока для наплавки и другие материалы для процессов сварки, наплавки, напыления, аддитивных технологий и упрочнения;
- проведение НИОКР в области инженерии поверхности, трибологии покрытий, плазменных методов обработки, выбора оптимальных покрытий и методов их нанесения;
- обучение, консалтинг в области наплавки, напыления, упрочнения, модификации, закалки.
Свяжитесь с нами по телефонам: +7 (812) 679-46-74 или напишите нам на почту: office@plasmacentre.ru
Наши менеджеры подробно расскажут об имеющихся у нас технологиях нанесения покрытий, упрочнения, восстановления, придания свойств поверхности, а также о стоимости услуг компании.


